
Providing the world with innovative E-coat products since 1977
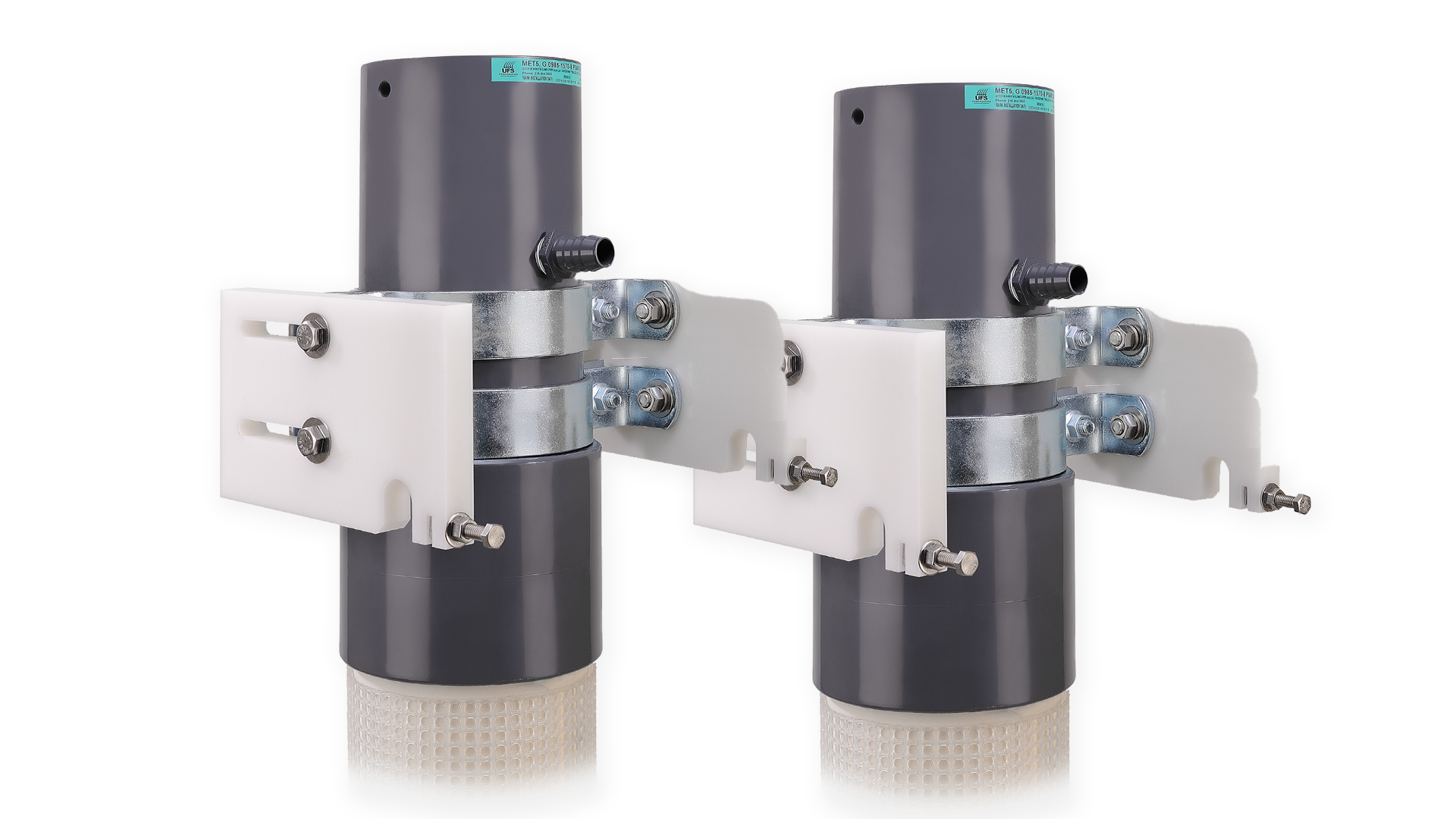
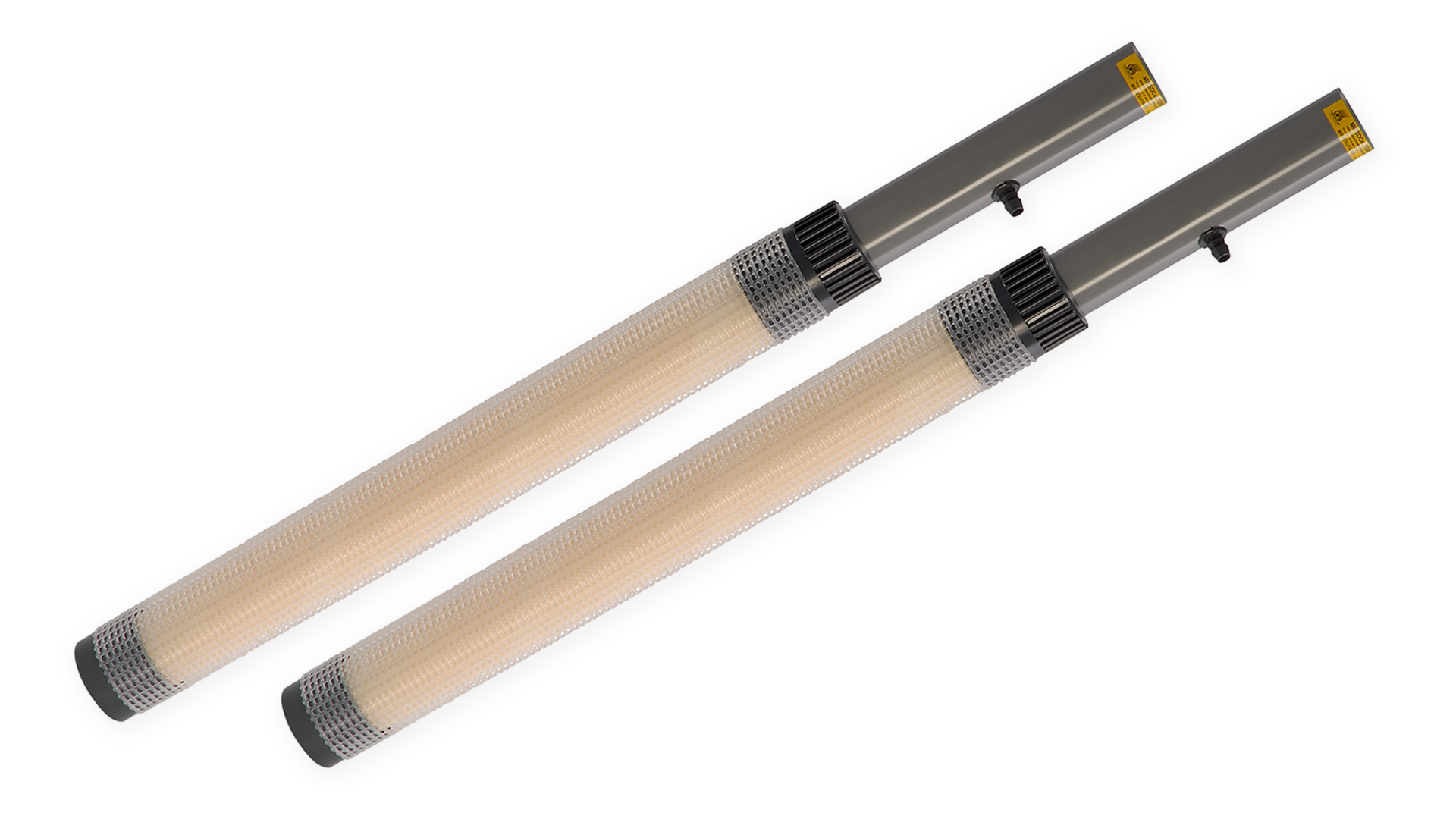
Anode Cells
Our tubular anode cells offer the best performance, easiest maintenance, and most options for positioning in an E-coat paint tank. Introduced to the US market in 1985, our tubular structure is key to our product’s superior operational characteristics.


Ultrafiltration
UFS stocks Solecta’s industry-standard 8” UF element for fast delivery to our customers. Plus, as their authorized provider, we get expedited delivery of most other sizes.
We offer two Ultrafiltration System configurations – the TruFlux UF System for replaceable (‘drop-in’) spiral wound UF elements and the UniFlux UF System for Solecta’s UniDesign module, a single unit UF element/housing combination that allows more efficient replacements for the end user.
We offer a complimentary 24x36” UltraFiltration poster for those using or interested in our UF systems. Start the order process here.

TruPoint+ Logger
The TruPoint+ makes it even easier to see what is going on in an E-coat paint tank. It is an economical, single-point logger that simplifies the data gathering process by using Bluetooth technology to download data to an App on a mobile device.


TruAmp Loggers
Our TruAmp Loggers estimate the ion-exchange membrane design life-span by measuring the amp-hours delivered to an anode cell over an extended period of time.
By providing E-coat tank operators an objective means to determine when an anode cell’s ion-exchange membrane will reach the end of its useful life, TruAmp allows E-coat tank operators to pre-schedule an anode cell replacement as opposed to an emergency order - saving valuable downtime and rush order fees.







TruIDL™ Logger
E-Coat operators have greater process control with the ability to quickly obtain and analyze real-time voltage data with our immersible data logger, a robust, multi-point unit that captures run data as it travels thru the paint tank (attached to the ware).



